¿” Qué el metal está sellando?
¿Qué el metal está sellando?
Los fundamentos del sellado del metal
El sellado del metal es un proceso de fabricación usado para convertir las hojas de metal planas en formas específicas. Es un proceso complejo que puede incluir vario metal que forma técnicas — escondiendo, perforando, doblando y perforando, para nombrar algunos.
Hay millares de compañías a través de los E.E.U.U. que ofrecen el metal que sella servicios para entregar los componentes para las industrias en automotriz, aeroespacial, médico, y de otros mercados. Pues los mercados globales se desarrollan, han una necesidad extendida de rápido-produjo una gran cantidad de piezas complejas.

El sellado del metal es una solución rápida y rentable para esta necesidad de la fabricación de la gran cantidad. Los fabricantes que necesitan las piezas de metal selladas para un proyecto buscan generalmente tres calidades importantes:
- /durability de alta calidad
- Bajo costo
- Tiempo de vuelta rápido
La guía siguiente ilustra las mejores prácticas y las fórmulas empleadas comúnmente en el metal que sella proceso de diseño e incluye extremidades para incorporar consideraciones de la reducción de los costes en piezas.
Sellado de fundamentos
El sellado — también llamado el presionar — implica el colocar de la chapa plana, en bobina o forma en blanco, en una prensa de sellado. En la prensa, una herramienta y muere la forma superficial el metal en la forma deseada. La perforación, el esconder, el doblez, el acuñar, la grabación en relieve, y el ensanchar son toda que sella las técnicas usadas para formar el metal.
Antes de que el material pueda ser formado, el sellado de profesionales debe diseñar los útiles vía tecnología de la ingeniería del CAD/CAM. Estos diseños deben ser tan exactos como sea posible asegurar a cada uno el sacador y la curva mantiene la liquidación apropiada y, por lo tanto, la calidad óptima de la parte. Un solo modelo de la herramienta 3D puede contener centenares de piezas, así que el proceso de diseño es a menudo muy complejo y largo.
Una vez que se establece el diseño de la herramienta, un fabricante puede utilizar una variedad de trabajar a máquina, el pulido, el alambre EDM y otros servicios de la fabricación para terminar su producción.
Tipos de sellado del metal
Hay tres tipos importantes de metal que sellan técnicas: progresista, fourslide y drenaje profundo.
Pieza estampada en frío progresiva
La pieza estampada en frío progresiva ofrece varias estaciones, cada uno con una función única.  Primero, el metal de la tira es feds a través de una prensa de sellado progresiva. La tira se desenrolla constantemente de una bobina y en la prensa del dado, donde cada estación en la herramienta después realiza un diverso corte, sacador, o curva. Las acciones de cada estación sucesiva añaden sobre el trabajo de las estaciones anteriores, dando por resultado una partición terminada.
Primero, el metal de la tira es feds a través de una prensa de sellado progresiva. La tira se desenrolla constantemente de una bobina y en la prensa del dado, donde cada estación en la herramienta después realiza un diverso corte, sacador, o curva. Las acciones de cada estación sucesiva añaden sobre el trabajo de las estaciones anteriores, dando por resultado una partición terminada.
Un fabricante pudo tener que en varias ocasiones cambiar la herramienta en una sola prensa u ocupar varias prensas, cada una acción de ejecución requerida para una partición terminada. Incluso usando las prensas múltiples, los servicios que trabajaban a máquina secundarios fueron requeridos a menudo para terminar verdad una partición. Por esa razón, la pieza estampada en frío progresiva es la solución ideal para las piezas de metal con la geometría compleja a encontrarse:
- Un cambio más rápido
- Baje el coste laboral
- Una longitud más corta del funcionamiento
- Una repetibilidad más alta
Sellado de Fourslide
Fourslide, o la multi-diapositiva, implica la alineación horizontal y cuatro diversas diapositivas; es decir cuatro herramientas se utilizan simultáneamente para formar el objeto. Este proceso permite cortes complejos y el complejo dobla para desarrollar incluso las piezas más complejas.
El sellado del metal de Fourslide puede ofrecer varias ventajas sobre el sellado tradicional de la prensa que le tomen una decisión ideal para muchos usos. Algunas de estas ventajas incluyen:
- Flexibilidad para piezas más complejas
- Más flexibilidad para los cambios de diseño
Mientras que su nombre implica, un fourslide tiene cuatro diapositivas — el significado que hasta cuatro diversas herramientas, una por diapositiva, se pueden utilizar para alcanzar curvas múltiples simultáneamente. Mientras que el material alimenta en un fourslide, es doblado en la sucesión rápida por cada eje que se equipe de una herramienta.
Sellado profundo del drenaje
La embutición profunda implica el tirar de un espacio en blanco de la chapa en el dado vía un sacador, formándolo en una forma. El método se refiere como “embutición profunda” cuando la profundidad de la parte exhausta excede su diámetro. Este tipo de formación es ideal para crear los componentes que necesitan varias series de diámetros y son una alternativa rentable a los procesos de torneado, que requieren típicamente usando las materias más primas ascendentes. Los usos comunes y los productos hechos de la embutición profunda incluyen:
- Componentes automotrices
- Piezas de los aviones
- Retransmisiones electrónicas
- Utensilios y cookware
Sellado a corto plazo
El sellado a corto plazo del metal requiere costos franco de fabricación mínimos y puede ser una solución ideal para los prototipos o los pequeños proyectos. Después de que se cree el espacio en blanco, los fabricantes utilizan una combinación de componentes de encargo de los útiles y mueren los partes movibles a doblar, perforan o perforan la partición. La aduana que forma operaciones y un tamaño más pequeño del funcionamiento puede dar lugar a una carga más alta del por-pedazo, pero la ausencia de costes de los útiles puede hacer más rentable a corto plazo para muchos proyectos, especialmente ésos que requieren cambio rápido.
Herramientas de la fabricación para sellar
Hay varios pasos en producir el sellado del metal. El primer paso es de diseño y de fabricación de la herramienta real usada para crear el producto.
Hechemos una ojeada cómo se crea esta herramienta inicial: Almacene la disposición de la tira y diseñe: Un diseñador utiliza se utiliza para diseñar la tira y para determinar dimensiones, tolerancias, la dirección de la alimentación, la minimización del pedazo y más.
El acero de herramienta y muere el trabajar a máquina del sistema: El CNC asegura un de alto nivel de la precisión y de la repetibilidad para incluso los dados más complejos. El equipo como 5 molinos del CNC del eje y máquinas del alambre EDM puede cortar los aceros de herramienta a través endurecidos con tolerancias extremadamente apretadas.
Proceso secundario: El tratar del calor se aplica a las piezas de metal para aumentar su fuerza y para hacerlas más durables para su uso.
El pulido se utiliza para acabar las piezas que requieren alta exactitud de la calidad superficial y de la dimensión.
Alambre EDM: Ate con alambre los materiales del metal de las formas de la descarga que trabajan a máquina eléctrica con un filamento eléctrico-cargado del alambre de cobre amarillo. El alambre EDM puede cortar las formas más complejas, incluyendo pequeños ángulos y contornos.
Metal que sella procesos de diseño
El sellado del metal es un proceso complejo que puede incluir vario metal que forma procesos — escondiendo, perforando, doblando, y perforando y más. El esconder: Este proceso está sobre cortar el esquema o la forma áspero del producto. Esta etapa está sobre la reducción al mínimo y evitar de las rebabas, que pueden conducir encima del coste de su parte y prolongar plazo de ejecución. El paso es donde usted determina el diámetro de agujero, geometría/la forma cónica, el espaciamiento entre el borde-a-agujero e inserta la primera perforación.  Doblez: Cuando usted está diseñando las curvas en su pieza de metal sellada, es importante tener en cuenta bastante material — asegúrese de diseñar su parte y su espacio en blanco de modo que haya bastante material para realizar la curva. Algunos factores importantes a recordar:
Doblez: Cuando usted está diseñando las curvas en su pieza de metal sellada, es importante tener en cuenta bastante material — asegúrese de diseñar su parte y su espacio en blanco de modo que haya bastante material para realizar la curva. Algunos factores importantes a recordar:
- Si una curva se hace demasiado cercana al agujero, puede deformarse.
- Las muescas y las etiquetas, así como las ranuras, se deben diseñar con las anchuras que son por lo menos 1.5x el grueso del material. Si están hechos más pequeño, pueden ser difíciles crear debido a la fuerza ejercida en los sacadores, haciéndolos romperse.
- Cada esquina en su diseño en blanco debe tener un radio que sea por lo menos mitad del grueso material.
- Para minimizar casos y la severidad de rebabas, evite las esquinas agudas y los recortes complejos cuando es posible. Cuando tales factores no pueden ser evitados, esté seguro de observar la dirección de las rebabas en su diseño así que pueden ser tenidos en cuenta durante el sellado
El acuñar: Esta acción es cuando los bordes de una pieza de metal sellada se pegan para aplanar o para romper las rebabas; esto puede crear un borde mucho más liso en el área acuñada de la geometría de pieza; esto puede también añadir fuerza adicional a las áreas localizadas de la pieza y esto se puede utilizar para evitar proceso secundario como quitar las rebabas y el pulido. Algunos factores importantes a recordar:
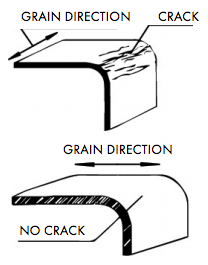
- Plasticidad y dirección de grano – la plasticidad es la medida de deformación permanente que un material experimenta cuando está sujetado a la fuerza. Los metales con más plasticidad son más fáciles de formar. La dirección de grano es importante en materiales de alta resistencia, tales como metales y acero inoxidable moderados. Si una curva va a lo largo del grano de un de alta resistencia, puede ser el agrietarse propenso.
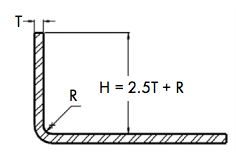
- Altura de la curva – la altura total de una curva tiene requisitos mínimos de ser formado con eficacia y debe estar al mínimo, 2.5x el grueso del material + el radio de la curva
- Alivio de la curva – añada las pequeñas muescas establecidas inmediatamente adyacente a la porción de la pieza que se doblará — deben ser un mínimo de dos veces más de par en par que el material es grueso, y mientras el radio de curva más grueso material.
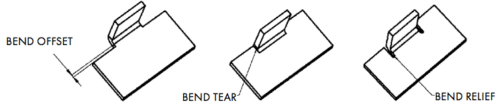
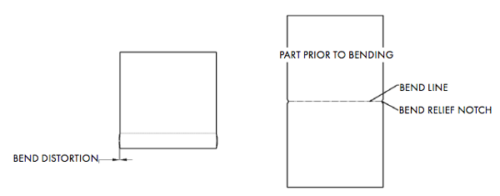 Distorsión/bombeo de la curva: El bombear causado por la distorsión de la curva puede ser tan grande como ½ el grueso material. Mientras que el grueso material aumenta y las disminuciones del radio de curva la distorsión/el bombeo llegan a ser más severas. Web y “unión mal hecha que llevan” cortadas: Éste es corte-en cuando un muy leve o topetón-hacia fuera en la pieza se requiere y es típicamente cerca de .005" profundamente. Esta característica no es necesaria al utilizar el compuesto o la transferencia mecanografía los útiles pero se requiere al utilizar progresivo muere el equipar.
Distorsión/bombeo de la curva: El bombear causado por la distorsión de la curva puede ser tan grande como ½ el grueso material. Mientras que el grueso material aumenta y las disminuciones del radio de curva la distorsión/el bombeo llegan a ser más severas. Web y “unión mal hecha que llevan” cortadas: Éste es corte-en cuando un muy leve o topetón-hacia fuera en la pieza se requiere y es típicamente cerca de .005" profundamente. Esta característica no es necesaria al utilizar el compuesto o la transferencia mecanografía los útiles pero se requiere al utilizar progresivo muere el equipar. 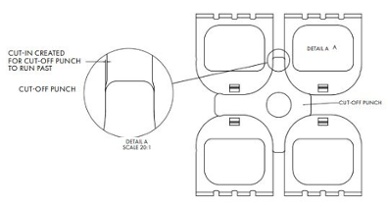
Sellado de encargo del metal
El sellado de encargo del metal describe el metal que forma los procesos que requieren los útiles de encargo y las técnicas producir las piezas especificadas por el cliente. Una amplia gama de industrias y de usos emplean la aduana que sella procesos para cubrir necesidades en grandes cantidades de la producción y asegurar todas las piezas resuelva las especificaciones exactas.
Metal de encargo que sella proyectos
Los ingenieros de diseño pueden trabajar en una amplia gama de metal que sella los proyectos para los clientes a través de diversas industrias. Para ilustrar mejor la flexibilidad de la aduana selló piezas de metal, nosotros ha resumido algunos proyectos recientes terminados por los ingenieros de los esi abajo.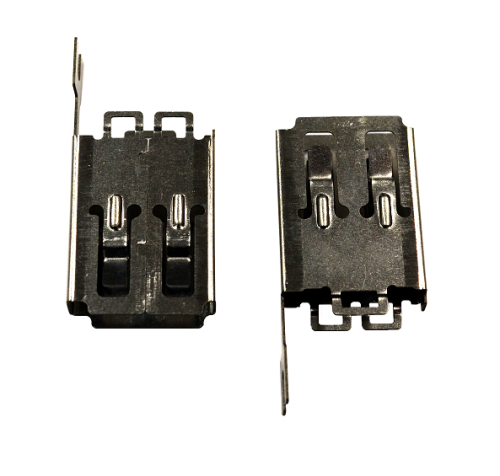
Pieza sellada aduana para el equipo de supervisión vital en la industria médica
Un cliente en el esi acercado de la industria médica al sello de encargo del metal a la parte que sería utilizada como una primavera y escudo de la electrónica para el equipo de supervisión vital en el campo médico.
- Necesitaron una caja del acero inoxidable con las características de la etiqueta de la primavera y tenían problema que encontraban a un proveedor que proporcionaría un diseño de alta calidad en un precio asequible dentro de una cronología razonable.
- Para satisfacer la petición única del cliente de platear solamente un extremo de la pieza — bastante que la parte entera — partnered con una compañía industria-principal del estañado que podía desarrollar un proceso de un solo filo, selectivo avanzado de la galjanoplastia.
el esi podía cumplir los requisitos complejos de diseño usando un material apilando la técnica que permitió que cortáramos muchos espacios en blanco de la parte inmediatamente, limitando costes y reduciendo plazos de ejecución.
Empalme eléctrico sellado para un uso del cableado y del cable
En otro caso, nos pidieron reajustar una cubierta existente del empalme eléctrico; el cliente, sistemas de cable del AFC, buscaba un producto más de alta calidad en un precio bajo con plazos de ejecución más cortos.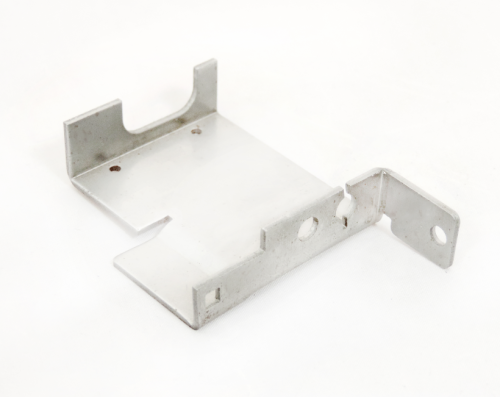
- El diseño era altamente complejo; estas cubiertas fueron significadas para ser utilizadas como cables de cadena de margaritas dentro del en-piso y de alcantarillas eléctricas debajo del piso; por lo tanto, este uso intrínsecamente presentó limitaciones estrictas del tamaño.
- El proceso de fabricación era complicado y costoso, como algunos de los trabajos del cliente requirieron una cubierta completamente terminada y no lo hicieron otros — significar el AFC había estado creando las piezas en dos pedazos y los había estado soldando con autógena juntos cuando estaba necesitado.
- Trabajando con una cubierta del conector de la muestra y una sola herramienta proporcionadas por el cliente, nuestro esi en el esi podía al ingeniero reverso la pieza y su herramienta. De aquí, diseñamos una nueva herramienta, que podríamos utilizar en nuestra prensa progresiva de la pieza estampada en frío de la felicidad de 150 toneladas.
- Esto permitió que fabricáramos la parte en una pieza con los componentes permutables, bastante que la fabricación dos pedazos separados como el cliente había estado haciendo.
Esto permitió el ahorro en costes significativo — el 80% del coste de 500.000 porciones de orden — así como un plazo de ejecución de cuatro semanas bastante que 10.
Aduana que sella para los sacos hinchables automotrices
Un cliente automotriz requirió un ojal de alta resistencia, presión-resistente del metal para el uso en sacos hinchables de las furgonetas del tránsito de Ford.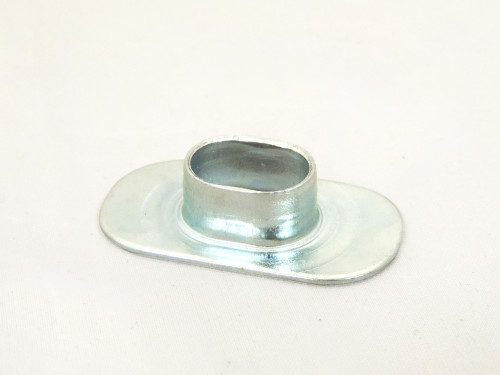
- Con los 34 milímetros x 18 milímetros x 8 milímetros de drenaje, el ojal necesario para mantener una tolerancia de 0,1 milímetros, y el proceso de fabricación necesitaron acomodar estirar único del material inherente en el uso final.
- Debido a su geometría única, el ojal no se podría producir usando útiles de la prensa de la transferencia y su drenaje profundo presentó un desafío único.
Construyó 24 herramientas progresivas de la estación para asegurar el desarrollo apropiado del drenaje y utilizó el acero de DDQ con la galjanoplastia del cinc para asegurar resistencia óptima a la fuerza y a la corrosión. El sellado del metal se puede utilizar para crear las piezas complejas para una amplia gama de industrias. ¿Curioso para aprender más sobre el diverso metal de encargo que sella usos que hemos trabajado encendido? Visite nuestra página de los estudios de caso, o alcance hacia fuera al esi del esi directamente para discutir sus necesidades únicas con un experto.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!